
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Påverkan av gastryck på laserskärning av ytkvalitet
2025-02-26
Laserskärningsteknologi används allmänt inom olika områden på grund av dess fördelar som hög precision och hög effektivitet. Vet du dock att storleken på gastrycket under laserskärning har en avgörande inverkan på skärningssektionen?
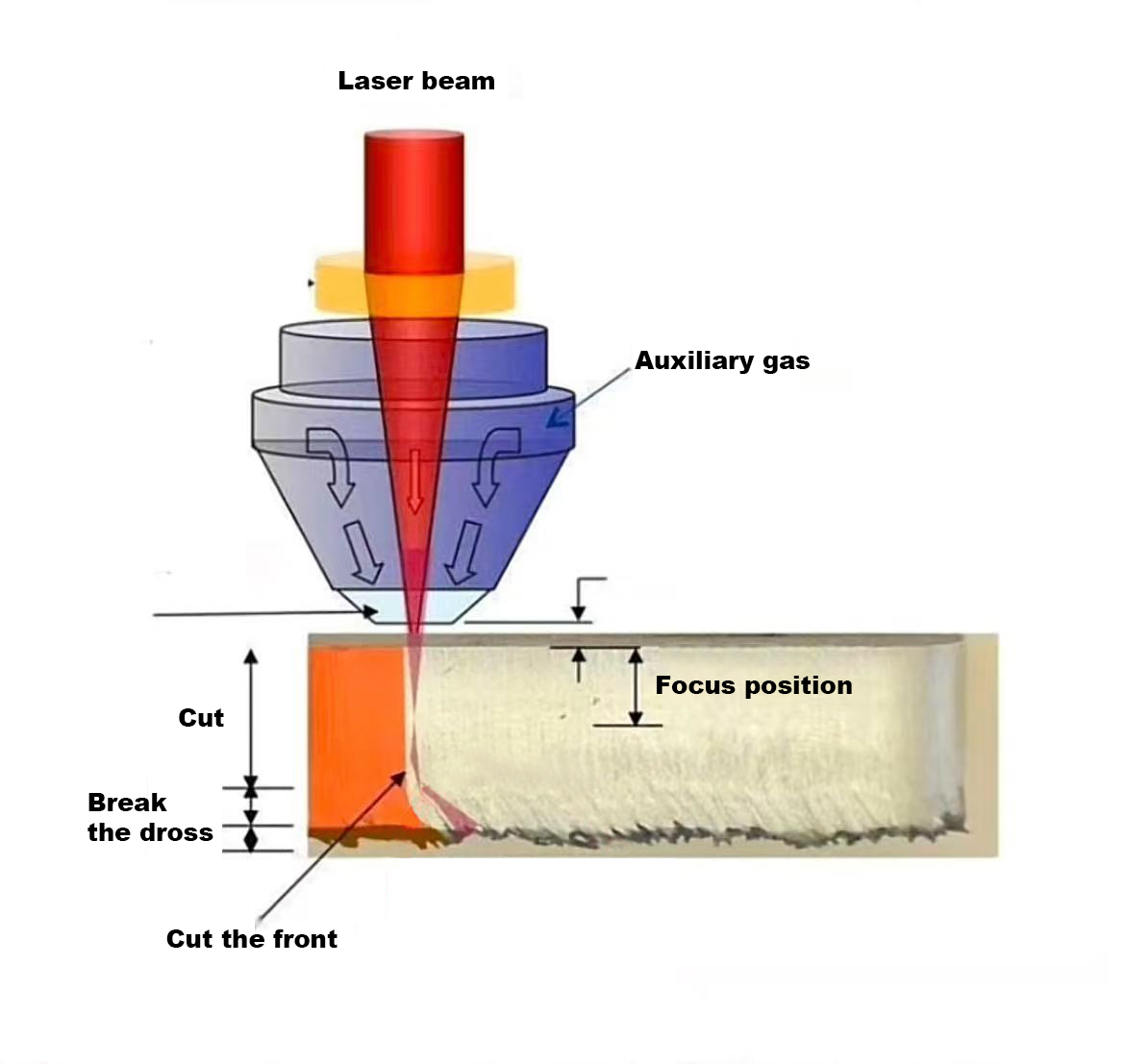
Laserskärning använder laserens höga energi för att omedelbart förånga metallen och använder hjälpgas för att blåsa bort slaggen på ytan på arbetsstycket för att slutföra skärningen. Skärgasen hjälper inte bara till att sprida värme och hjälpa till att förbränna, utan blåser också bort de smälta fläckarna för att göra skärningssektionen slät. Men när gastrycket ändras kommer skärningssektionen också att presentera olika tillstånd.
När tryckgasens tryck är för lågt kan slaggen i skärningsprocessen inte blåsa bort effektivt, vilket resulterar i att vissa smälta fläckar finns kvar i botten av arbetsstycket. Efter kylning kommer dessa återstående smälta fläckar att bilda burr, som påverkar skärytans jämnhet och minskar skärkvaliteten. Dessutom kan för lågt gastryck också göra det svårt för laserstrålen att penetrera materialet, öka perforeringstiden och därmed minska produktionseffektiviteten och skärhastigheten. På lång sikt kommer detta inte bara att påverka skärningsnoggrannheten, utan också orsaka smältfläckar på arbetsstyckets yta, vilket ytterligare förvärrar skärkvalitetsproblemet.

Å andra sidan, när tryckgasens tryck är för högt, kan skärningssektionen verka grovt och skärsömbredden ökar. Överdriven gastryck kommer att orsaka överdriven blåsa i skärområdet, orsakar partiell smältning av skärytan, vilket påverkar skärytans planhet och gör det svårt att bilda en idealisk skärningssektion. Speciellt vid penetrationspunkten kommer överdrivet gastryck att förvärra smältning, vilket resulterar i en större smältpunkt, vilket ytterligare påverkar skärkvaliteten.

I den faktiska laserskärningsprocessen måste kontrollen av gastrycket justeras exakt efter materialets typ, tjocklek och skärning. Olika material har olika krav för gastryck. Till exempel, vid skärning av vanligt kolstål, minskar det nödvändiga skärningstrycket relativt när materialtjockleken ökar; Medan för rostfritt stålmaterial, bör skärningstrycket öka i enlighet därmed när materialtjockleken ökar. Genom att rimligen justera gastrycket kan återstående smältfläckar eller överdriven smältning under skärningsprocessen effektivt undvikas, vilket säkerställer att skärytan är smidig och fin och uppfyller produktionsstandarder.

Med sin exakta gastryckjusteringsteknologi, Huawei LaserPlåt laser skärmaskinkan automatiskt optimera gastrycket beroende på olika material för att säkerställa hög effektivitet och precision under skärningsprocessen.



