
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Att välja fokusposition för laserskärning av olika metaller
2025-02-21
I laserskärningsprocessen är att välja fokusposition baserat på typen av material är nyckeln till att säkerställa skärningskvalitet och effektivitet. Denna tekniska aspekt har fått betydande uppmärksamhet över hela branschen.
1. Kolstålskärning
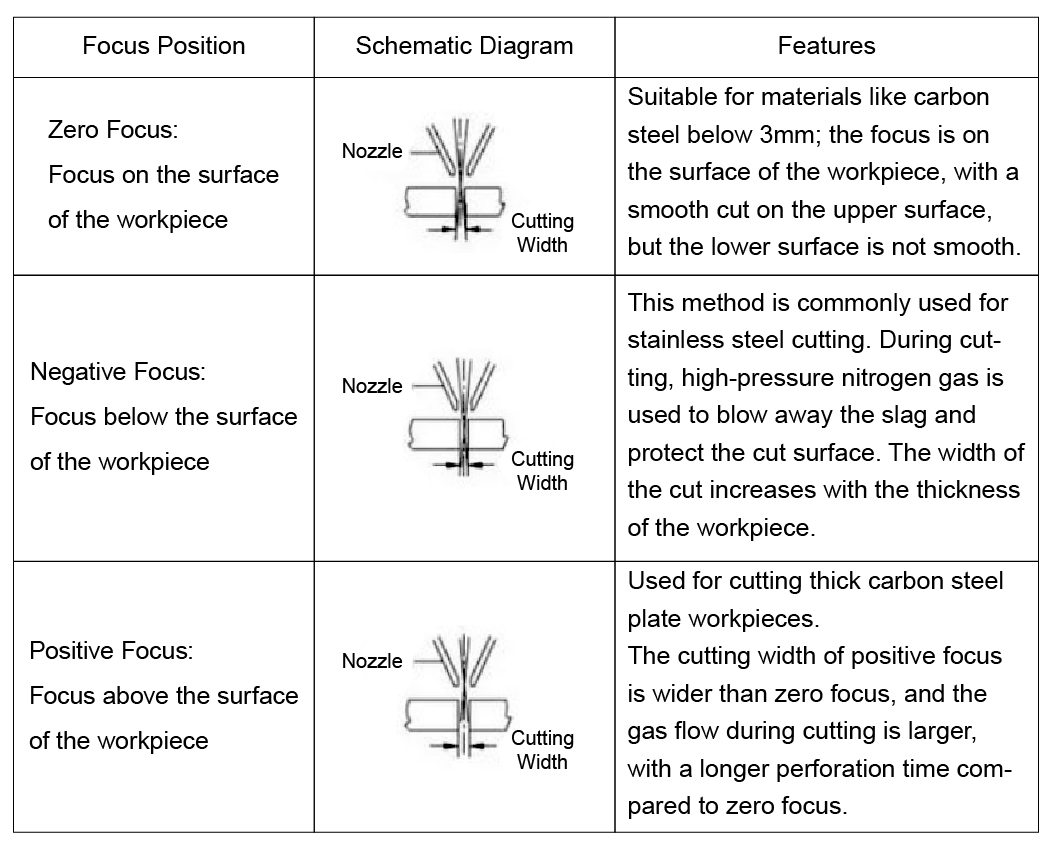
Tunnplatta skärning:För att klippa tunnare plattor (som1-3 mm), nollfokus, där fokus är placerat på materialets yta, används vanligtvis. Detta hjälper till att förbättra skärningsprecisionen, minska den värmepåverkade zonen och uppnå jämnare snittkanter.
Medium och tjock platta skärning:När du skär medel tjocka kolstålplattor (6-16 mm), positivt fokus är vanligtvis det föredragna valet. Med fokus som placeras ovanför materialet sprids laserstrålen mer när den når materialets yta, vilket hjälper till med slaggavlägsnande och resulterar i en ljusare, jämnare skuren yta.
Tjock platta skärning:För plattor som är tjockare än16mm, negativt fokus används vanligtvis för att förbättra skärhastigheten, även om detta kan minska kvaliteten på den skurna kanten.
2. Skärning av rostfritt stål
Tunnplatta skärning:För skärning av tunna plattor använder kontinuerliga lasrar vanligtvis nollfokus för att säkerställa att skärytan är slät, med den övre ytan nära fokuset som får det renaste snittet.
Medium och tjock platta skärning:För medium tjocka plattor, för att säkerställa god kantkvalitet, antas vanligtvis negativt fokus. Fokus är djupare i materialet för att bredda skäret och förbättra gas- och smält materialflödet, vilket säkerställer att tillräcklig energitäthet appliceras på skärområdet.
3. Aluminiumskärning
Tunnplatta skärning:Vid skärning av tunna plattor kan både nollfokus och ett litet positivt fokus användas. Nollfokus ger bättre precision och ytkvalitet, medan positivt fokus är lämpligt när vertikalitet är ett kritiskt krav. Det säkerställer att snittet är något bredare i toppen än längst ner, vilket underlättar borttagning av slagg och underhåll av vertikalitet.
Medium och tjock platta skärning:För medium tjocka plattor kan både positivt fokus och negativt fokus användas. Positivt fokus kräver tillräcklig laserkraft och hjälpgastryck. När man använder negativt fokus är fokus vanligtvis placerat på 1/3 till 1/2 av plattans tjocklek, vilket ger mer stabil skärning och reducerande grovhet på den skurna ytan.
4. Kopparskärning
Negativt fokus (fokus under ytan): För koppar är negativt fokus det optimala valet, särskilt för tjockare kopparplattor (6 mm och högre). Negativt fokus ökar laserpenetrationen, kompenserar för kopparens höga reflektivitet och gör att laserstrålen kan fokusera mer effektivt. Detta förbättrar värmekoncentrationen och förbättrar skärdjupet och effektiviteten.
Nollfokus (fokus på ytan):För tunna kopparplattor (1-3 mm), nollfokus är också ett genomförbart alternativ, ger bättre skärningsprecision och minimerar den värmepåverkade zonen, vilket minskar kant deformation under skärning.
Genom att välja lämplig fokusposition kan laserskärningseffektivitet och kvalitet förbättras avsevärt för olika metallmaterial. Valet av positivt fokus, negativt fokus eller nollfokus bestäms främst av materialets tjocklek, värmeledningsförmåga och reflektivitet. I praktiken säkerställer rätt fokusposition smidiga skärkanter, kontrollerat skärdjup och minimerade värmepåverkade zoner, vilket resulterar i optimal bearbetningsprestanda.



