
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Laserskärning av kolstål: Att hantera vanliga utmaningar och lösningar
2025-02-20
1. Striations, grov yta och dross i botten
Anledningar:
Överdriven gastryck: Högt gastrycket kan påverka skärkvaliteten, vilket leder till en grov yta och till och med drossbildning.
Långsam skärningshastighet: En långsam skärhastighet får laserstrålen att hålla kontakten med metallytan för länge, vilket resulterar i överdriven värmekoncentration i skärområdet och drossbildning i botten.
Fokus för högt: En felaktig inställning med hög fokuspunkt orsakar ojämn distribution av laserenergi, vilket resulterar i en grov yta och drossansamling i botten.
Lösning:
Minska gastrycket: Justera gastrycket för att förhindra överdrivet tryck som kan leda till grova ytor.
Öka skärhastigheten: Öka skärhastigheten för att säkerställa att laserstrålen passerar genom materialet snabbt och förhindrar överhettning.
Sänk på fokuspunkten: Sänk på fokuspunkten för att säkerställa att laserenergin är koncentrerad på den optimala skärplatsen, minimerar värmepåverkade zoner och förbättrar skärkvaliteten.

2. Brända kanter och gulning
Anledningar:
Fokus för högt: När fokuspunkten är för hög koncentreras laserenergin på ytan, vilket leder till överhettning och orsakar brända kanter och gulning.
Överdriven gastryck: Högt gastryck kan göra att laserstrålen träffar materialet i fel vinkel, vilket resulterar i överhettning eller oxidation, vilket leder till gulning.
Överdriven laserkraft: Hög laserkraft kan överdrivet värma materialets yta och orsaka förbränning eller missfärgning.
Lösning:
Sänk på fokuspunkten: Justera fokus för att säkerställa att laserenergin är fokuserad exakt på skärpunkten, vilket förhindrar överhettning.
Minska gastrycket: Sänkning av gastrycket kan hjälpa till att undvika det överdrivna luftflödet som stör skärningsprocessen och minskar oxidationen.
Minska munstycksdiametern: Genom att reducera munstycksdiametern koncentreras gasflödet, vilket hjälper till att förhindra värmepersion och minskar förekomsten av brända kanter.
Minska laserkraften: Sänk laserkraften för att undvika överdriven uppvärmning av materialets yta, vilket minskar risken för brända kanter eller gulning.
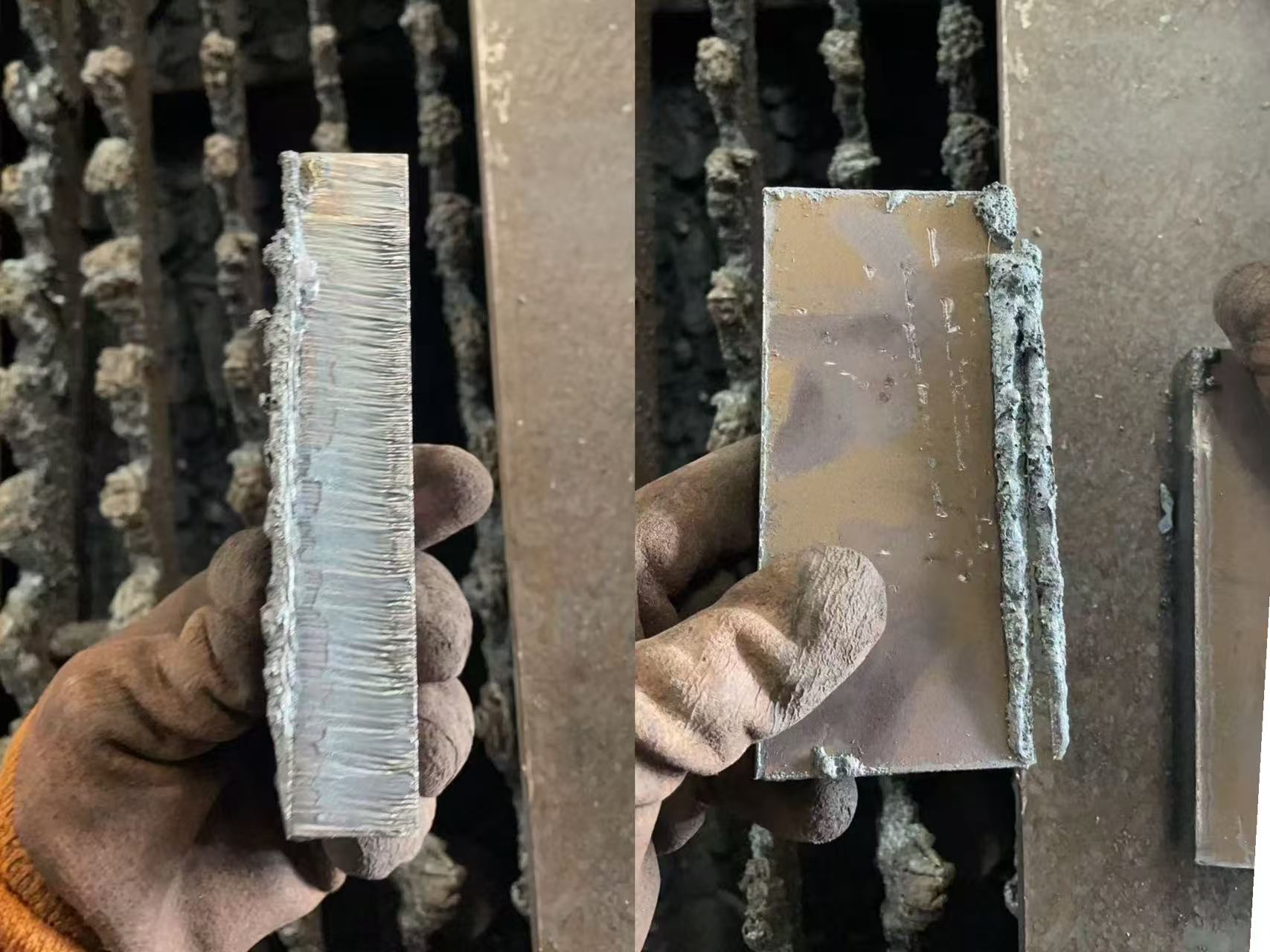
3. Bra skärningskvalitet längst upp, dross längst ner
Anledningar:
Fokus för högt: En hög fokuspunkt leder till otillräcklig penetrering av laserstrålen, vilket resulterar i en oren snitt i botten och skjutning.
Lågt gastryck: Otillräckligt gastryck misslyckas med att effektivt avlägsna smält slagg, vilket orsakar dross i botten.
Skärhastighet för snabbt: En snabb skärhastighet resulterar i laserstrålen som spenderar för lite tid på materialet, vilket förhindrar tillräcklig värmeapplikation, vilket orsakar ofullständig smältning i botten och drossbildning.
Lösning:
Minska skärhastigheten: Sänk skärhastigheten så att laserstrålen kan stanna kvar på materialet under en längre period, vilket säkerställer tillräckligt med slaggborttagning.
Sänk på fokuspunkten: Justera fokus för att säkerställa att laserstrålen penetrerar mer effektivt i materialet och förbättrar skärkvaliteten i botten.
Öka gastrycket: Öka gastrycket för att utvisa smält slagg och förhindra ansamlingen i botten.
De vanliga problemen som uppstår under laserskärning av kolstål kan vanligtvis lösas genom att justera skärparametrar såsom gastryck, fokuspunkt och skärhastighet, samt optimera utrustningskonfigurationen. Genom att finjustera dessa parametrar kan skärkvaliteten förbättras, ytfel minimeras och den totala produktionseffektiviteten förbättras. Företag som bedriver laserskärning bör välja lämpliga inställningar baserat på egenskaperna hos materialet och specifika processkrav för att uppnå optimala skärningsresultat.
För mer information om laserskärningsteknik eller för att lösa specifika problem, vänligen kontakta vårt tekniska supportteam. Vi är engagerade i att ge dig bästa hjälp.
Kontaktinformation:
Huawei -laser
E -post: huaweilaser2017@163.com
Webbplats: www.huawei-laser.com



